The UK’s largest ever tunnel boring machine, an 11.87 m diameter Herrenknecht Earth Pressure Balance Shield, has completed both drives of the Silvertown Tunnel project. The project’s tunnelling experts talk about how trustful teamwork combined with the innovative data architecture was a game changer.
Reading time: 10 minutes
Every day on the Silvertown project starts with talking. “We get all the tunnellers together here in the control room and go through the data,” explains Olivia Mahon, the tunnel boring machine control room engineer. Mahon then sends out the report of compiled data to around 50 stakeholders, including Transport for London and Riverlinx. A modern jobsite that gives a glimpse into the future of tunnelling and the increased use of digitalization.


Talking is important
“This is the Tunnel Team’s room,” says Marcel Huber, Herrenknecht’s project engineer on the Silvertown Tunnel in London, as we walk into a large, well-lit, open-plan office. “Suppliers sit at this end and Riverlinx sit at that end.” Huber’s desk is just a stone’s throw away from that of Ivor Thomas, project manager for contractor Riverlinx CJV. “If someone sends an email instead of coming to talk to me, I walk at them across the office, or send them a diagram of how to get to my desk,” says Thomas. “Talking is important.”

Informal exchange is key for the experts team to make sure all relevant details are accessible anytime for everyone involved.
© John Zammit
All information accessible for staff, anytime
“It’s all about giving them the information,” says Thomas, explaining why project data goes out to so many stakeholders. “With that we are demonstrating that we are contracting in a formal and professional manner, and it gives a degree of transparency so that all the interested parties can see all the information, and they can see that we don’t want to hide anything.”
Transport for London, which is the authority responsible for roads, rail and public transport in the UK’s capital, awarded the 30-year design-build-finance-operate contract for the Silvertown Tunnel to Riverlinx in 2019. The new tunnel runs close to the existing Blackwall Tunnel to increase connectivity between the north and south of the city and reduce congestion. It will be the first new road crossing under the River Thames to be constructed in London for 30 years.
Socializing on the stairs
Huber usually starts his day by checking on data from the previous shift, via Herrenknecht.Connected, a cloud-based platform which compiles, packages and displays a variety of information related to the tunnel boring machine (TBM), the conveyor system and the geology. Once he’s up to date, he heads down into the tunnel.
To get to the TBM, there is a long walk from the site office on the north side of the River Thames in Silvertown, down the launch shaft and through the already excavated southbound tunnel to the large rotation shaft in Greenwich, U-turning and walking down the northbound tunnel. Each tunnel drive is about 1.1 km long, although the tunnels will eventually be 1.4 km with short cut-and-cover sections added at either end.
It’s a long way down the metal stairs to the bottom of the launch shaft; 23 meters and too many steps to count. As well as providing exercise for site staff, these staircase journeys seem to provide a good opportunity for chats and catch-ups too, with several people greeting Huber as he is heading down the stairs.

Marcel Huber talks to Annie May Goodman on their way down into the tunnel.
© John Zammit
Walk the talk
Huber stops halfway down to talk to Annie May Goodman, a civil engineering apprentice who has been away from site for a while studying at university. They ascertain that they will both be joining other Tunnel Team members that evening for a go-karting session, one of a series of regular social events organized by Riverlinx.
Inside the southbound tunnel, one gets a feeling for its size. This will be the UK’s largest diameter tunnel built with a TBM, with an inner diameter of 10.66 meter, to accommodate double-decker buses. Hence the need for the UK’s largest-ever TBM, appropriately named Jill after London’s first female passenger bus driver, Jill Viner.

© John Zammit
“Collaboration creates transparency
and all stakeholders can see
all information in
Herrenknecht.Connected.”
Ivor Thomas, Project Manager, Riverlinx CJV
Teams with centuries of experience
On this day, the TBM is just 40 rings away from the north bank of the River Thames. With the tools on her cutting wheel worn away to almost nothing, Jill is in desperate need of a tool change before she can break through into the target shaft.
Fortunately, the team of tunnellers and engineers working on this project have decades, if not centuries, of experience between them. In the TBM canteen, mechanical supervisor Ken Fahy, who has been working on TBMs for 20 years, just now explains how the team will ease Jill through these last meters.

Kitchen Talk: Ken Fahy and Marcel Huber meet up in the canteen to discuss Jill’s last few tunnel boring meters.
© John Zammit
Like a DJ
TBM pilot Rudi Wasner keeps a close eye on proceedings. Like a DJ, he is constantly tweaking parameters such as the amount of foam being injected from each portal into the cutter head to condition the excavated muck.
Wasner recalls that he drove his first TBM 27 years ago, plucked from a team of tunnellers by his boss when the pilot had to go home unexpectedly. “I didn’t sleep for a week,” he says. Since then, he has worked on projects all around the world, the last two before this on Herrenknecht machines in London, on Crossrail and Tideway, like many others on this job.

At the controls: TBM pilot Rudi Wasner tweaks the smallest parameters for maximum efficiency with Huber at his side.
© John Zammit
UK’s first TBM U-turn maneuver
Every day now, Huber walks the path that the TBM has already driven. Once it reached the rotation shaft, it was slid, section by section, through a 180-degree U-turn, on nitrogen skates. This is the first time such a maneuver has been executed in the UK, although Herrenknecht machines in Stuttgart and Paris have been turned in the same manner.
In fact, Thomas recalls, it was Claude Schellmann, who works in Herrenknecht’s service division, who gave him the idea. “When we were taking the machine out at Tideway in 2020, Claude came in to see me with a video of a nitrogen lifting at the Filder Tunnel, Stuttgart. I had not seen that before, but I felt that it was the way to go here,” said Thomas, an ex-president of the British Tunnelling Society who has 30 years of experiences underground to draw on.
The nitrogen skates have two components. Hydraulic jacks, which move the shields to a horizontal position, and circular nitrogen skates beneath a rubber skirt that break the friction with the shaft bottom, which was covered in a steel plate and then greased to aid movement.
Logistics are the real nuts
The really tricky element of the U-turn was sorting out the logistics, explains Thomas. The machine re-launched with the cutting wheel, shield and just one of three gantries. All connections were made by umbilical connections from the shaft surface or through the southbound tunnel. Meanwhile, the conveyor system had to be set up so that muck coming out of the northbound tunnel could double back and travel through the southbound one before transferring to an overland conveyor that took it to a dock to be shipped away.
“Moving the steel is the easy bit,” says Thomas. “The real nuts are getting the machine to work from one side to the other and servicing the logistics.”
This was a problem solved in an impromptu brainstorming session when Thomas and Schellmann were in London together. “Claude and I were stuck in a taxi in a traffic jam on the way out to dinner one evening and we had a ‘Hallelujah moment’ in terms of how we would do it,” says Thomas. “There we were, throwing ideas around, trying to solve the problem years before we would be on site.”
“I like the challenge of working
out where the problem is and
then solving it together as a team.”
Maximilian Lischke, Systems Engineer Technology & Innovation,
Herrenknecht AG

Her eyes see everything: The TBM control room engineer Olivia Mahon monitors everything that happens in the tunnel on the screens in the control room of the jobsite offices.
© John Zammit
Silvertown is a state-of-the-art pilot
Back in the control room, Olivia Mahon can see Wasner’s adjustments to the TBM as they happen, as well as a host of other information. If there are problems with the TBM, she may get a call from the Tunnel Team with a request to check a parameter, report what she can see on the various video feeds or look back to the previous drive for data about the ground conditions.
The control room set-up at Silvertown is more advanced than many sites, explains Maximilian Lischke. He is a systems engineer in Herrenknecht’s technology and innovation department in Germany.
Herrenknecht.Connected is a module-based system so that projects can choose the functionality they need. At Silvertown, there is a special data management module for the conveyor system, which was supplied by Herrenknecht Group Brand H+E. “Silvertown is a pilot for the conveyor module,” explains Lischke. “We're trying to figure out how we can implement it in a standardized way for future projects.”
New control room solutions
Some of the bespoke dashboard elements that Lischke and his colleagues have set up for Silvertown have also become an inspiration for future Herrenknecht.Connected developments, says Lischke: “We are working on a control room solution with TBM health status to get a quick overview of the most important components. The setup at Silvertown could be seen as a
first mock up.”
Lischke spent three weeks at Silvertown when the project first started, setting up the Herrenknecht.Connected platform and training some of the early users. More recently, he has been in North America, visiting some of the other projects he is
responsible for.
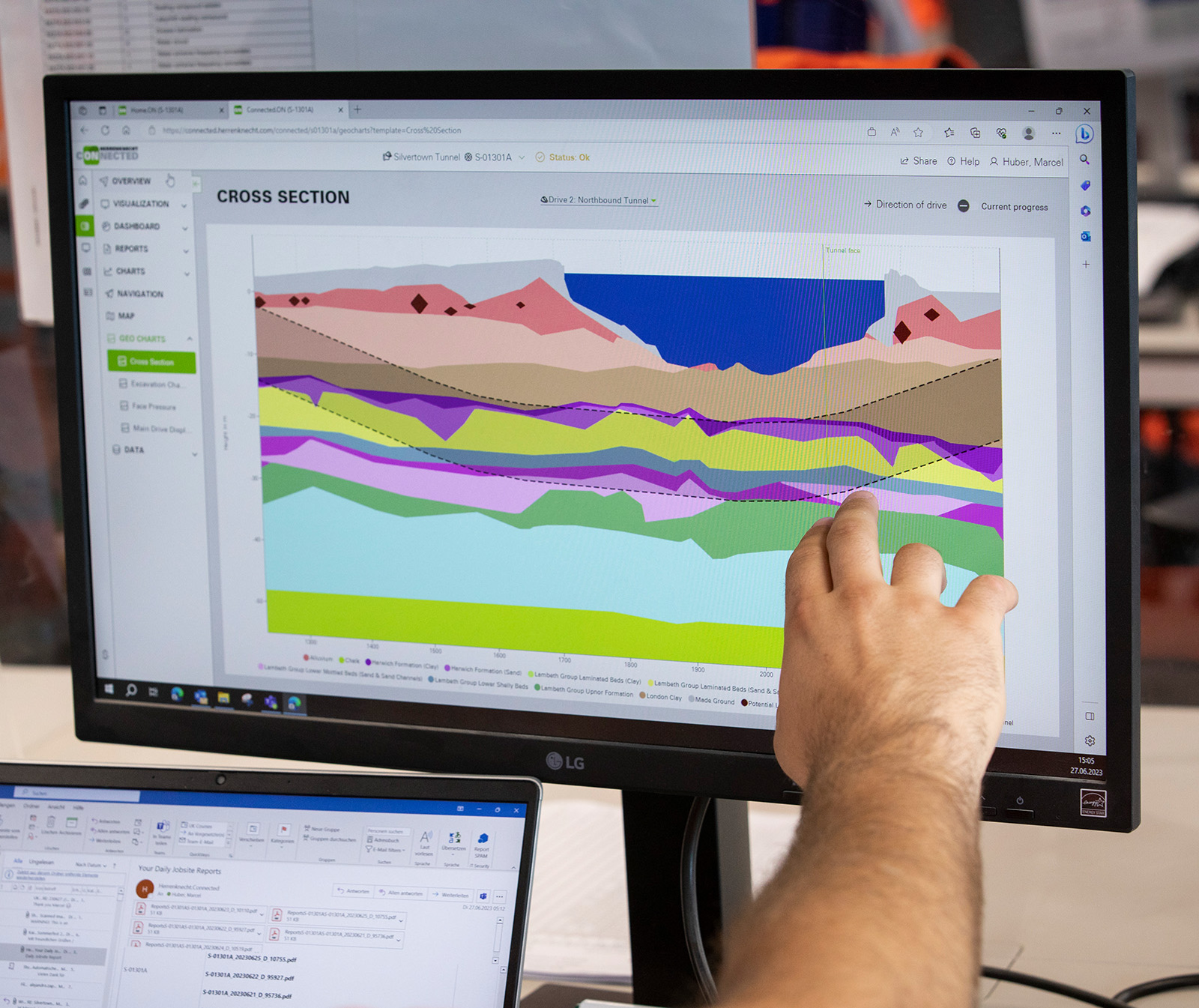
Data deep dive: In Herrenknecht.Connected, Marcel Huber accesses the detailed analyses of the TBM, its health status
and geological information.
© John Zammit
Cloud-based data architecture
“You can do everything remotely but it's good to get to know the customers and to get feedback from them directly,” says Lischke. “Not everyone has the time to give feedback on what they appreciate or what could be improved. It's also good to see the machine and how it's operating in the real world.”
Lischke checks in on the Silvertown TBM remotely a couple of times a week. And, if there are ever any problems, the Tunnel Team call him directly. Alongside working on software development projects, trouble shooting is Lischke’s favorite part of the job:
“The issues we deal with are pretty varied. There's a big architecture behind our system and it is cloud-based, so there could be a problem in the cloud, on the TBM, with us or somewhere in between. I like the challenge of working out where it is and then solving it together as a team.”
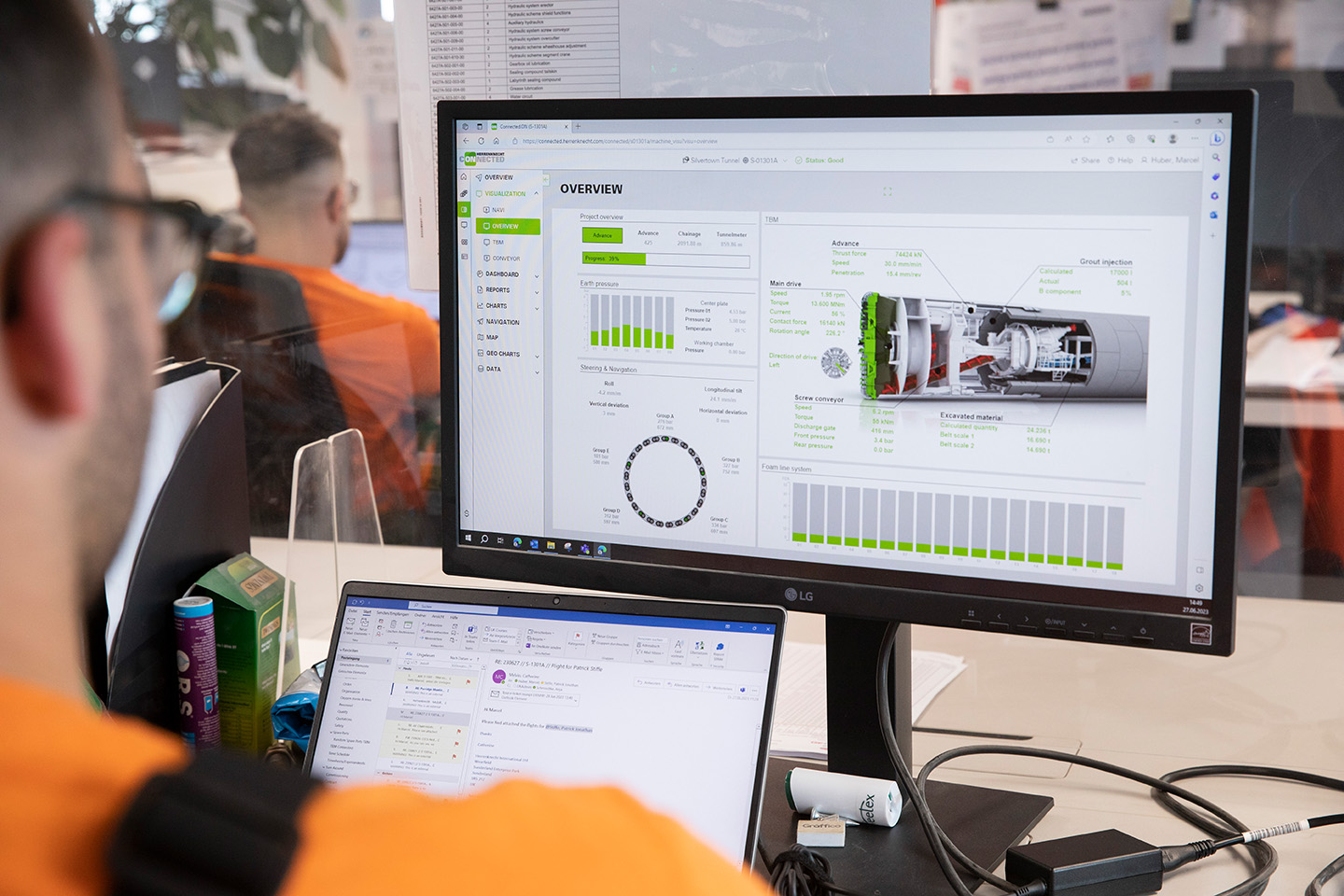
Dashboards show TBM performance reports and health status at a glance.
© John Zammit
Difficult made easy
Given that there is so much expertise and knowledge within the Riverlinx team, some might query why Herrenknecht people are even needed on the Silvertown site. Not every project chooses to have TBM supplier staff as part of the team.
“In my view, an engineer’s skill is always knowing what he does not know, and doing something to accommodate that in the team,” says Thomas. “This job is all about certainty. We wanted a certain outcome, and we need to employ the right skills to get to that.”
Huber and his Herrenknecht colleagues have had plenty of TBM-related tasks to accomplish at Silvertown. There were technically challenging ‘flying launches’ at the start of each drive, deploying a huge propulsion ring and frame to launch the machine at pressure. There was the hugely complex U-turn, involving multiple specialists and their designers. The drives themselves have been challenging, through difficult ground at times with high water pressure. And currently Huber is busy working on plans for dismantling the TBM once it reaches the target shaft.
Asked about which of these was the biggest challenge, Thomas replies: “They have all been big. This has been a very difficult job made to look easy.”
From digital to hands-on
On July 23, 2023, the Tunnel Team cannot be found at their desks or in the control room. The big challenges are forgotten for a moment of one big success: Jill reaches the target shaft earlier than expected after best performances of up to 292 rings/month. The statistics also speak for the team's success.

Final stop reached: Jill completed the second drive at the end of July 2023 and thus less than one year after the start of drilling for the first tube.
© Riverlinx CJV
Kristina Smith
is a construction trade journalist. Smith is enthusiastic about tunnelling projects and technology, sustainability and transformation. She is a contributing editor at the Tunnelling Journal. She gained her practical know-how through her engineering studies in construction and subsequent work on jobsites.

| PROJECT DATA | MACHINE DATA | |
|---|---|---|
| Client: Transport for London (TfL) |
Application: Road | Machine type: EPB Shield S-1301 ("Jill") |
| Contractor: Riverlinx CJV* | Total tunnelling length: 2.224 m | Diameter: 11.870 mm |
| *BAM Nuttall, Ferrovial Construction and SK ecoplant | Geology: Alluvium, clay, sand and gravel | Cutterhead drive power: 5.600 kW |
Header image: © Günther Bayerl
